

摘要:,,本文详细介绍了冲裁模具的构造、安装与调整过程。文章全面分析了冲裁模的各个组成部分及其作用,包括模具的选型、设计、制造和装配等关键环节。文章还详细阐述了模具的安装步骤和注意事项,以及调整过程中的技巧和方法。通过本文,读者可以全面了解冲裁模的构造安装调整过程,为实际生产中的模具应用提供指导。本文适用于从事模具制造、机械加工等相关领域的工程师和技术人员。
本文目录导读:
冲裁模是冲压生产中的重要工艺装备,其构造安装调整的准确性直接影响到冲压生产的质量与效率,本文将详细介绍冲裁模的构造、安装及调整过程,帮助读者更好地理解和掌握相关知识和技能。
冲裁模构造
1、冲裁模的基本构成
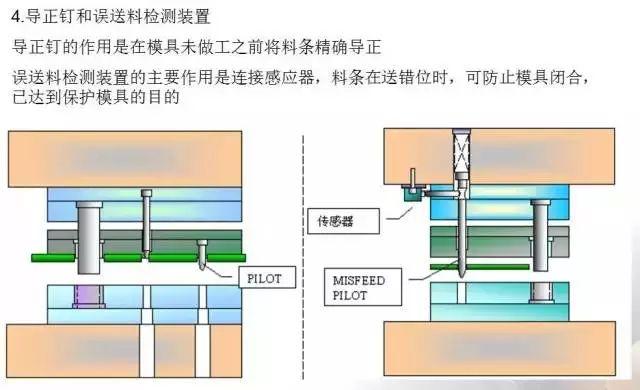
冲裁模主要由上模、下模、凸模、凹模、定位装置、卸料装置等部分构成,上模与下模是冲裁模的主体部分,凸模和凹模是完成冲裁工序的关键部件。
2、冲裁模的设计原则
冲裁模的设计应遵循实用、可靠、安全、经济等原则,在设计中,应充分考虑工件的材料、厚度、冲裁工艺要求等因素,确保冲裁模的适用性。
冲裁模的安装
1、安装前的准备
在安装冲裁模前,应对冲压设备进行检查,确保设备处于良好状态,清理模具安装区域,确保无杂物。
2、安装步骤
(1)将下模安装在压力机的工作台上,确保安装牢固。
(2)将上模安装在压力机的滑块上,确保模具与压力机匹配。
(3)安装定位装置,确保凸模与凹模之间的定位准确。
(4)安装卸料装置,便于冲裁后的工件自动脱落。
冲裁模的调整
1、调整前的准备
在调整冲裁模前,应熟悉冲裁工艺要求,了解工件的材质、厚度等信息,检查模具各部分的完整性,确保无损坏。
2、调整步骤
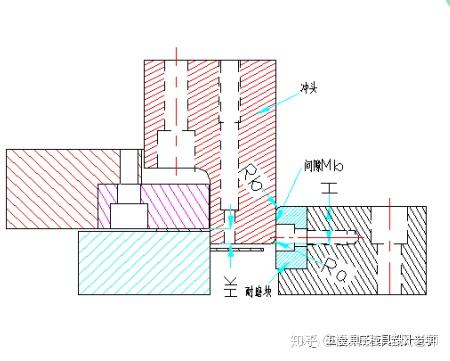
(1)调整凸模与凹模的间隙,确保其适应冲裁工件的厚度。
(2)调整凸模的高度,确保凸模进入凹模的深度合适,避免冲压过程中的卡料现象。
(3)调整定位装置,确保工件在冲压过程中的定位准确。
(4)调整卸料装置,确保冲裁后的工件能够顺利脱落。
3、调整过程中的注意事项
在调整冲裁模时,应注意安全,避免手部接触模具危险部位,调整过程中应多次试冲,观察冲压效果,直至达到工艺要求。
操作注意事项
1、操作前应检查冲压设备、模具是否处于良好状态,确保安全生产。
2、操作过程中,应遵守冲压设备的安全操作规程,确保人身安全。
3、模具使用过程中,应定期检查模具各部分的磨损情况,及时更换磨损严重的部件。
4、模具调整及维修时,应切断电源,避免意外事故发生。
冲裁模的构造安装调整是冲压生产中的关键环节,对于保证冲压生产的质量与效率具有重要意义,本文详细介绍了冲裁模的构造、安装及调整过程,希望读者能够充分理解和掌握相关知识,提高冲压生产的技能水平,在实际操作中,应严格遵守操作规程,确保安全生产。
建议与展望
本文仅对冲裁模的构造安装调整进行了简要介绍,读者在实际操作中可能还需结合具体情况进行具体分析,建议读者在操作过程中多积累经验,不断提高自己的技能水平,随着科技的发展,冲裁模的构造安装调整技术也在不断进步,未来可能会出现更加先进的技术和设备,读者应关注行业动态,及时学习新知识,提高自己的竞争力。
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...